Pompa zatapialna WQ 100-3,5-2,2 do przepompowania wody pomiędzy zbiornikami rybnymi, bądź do napełniania stawów rybnych. Wydajność to maksymalnie 2250 litrów na minutę, przy niewielkim zanurzeniu. Trzeba dodać, że ta pompa to nie daje ciśnienia i podnosi wodę maksymalnie na 5 metrów w górę. Ale jak należy dopełnić zasobnik albo wypompować wodę, na przykład z stawu strażackiego to w godzinę przepompuje 135 kubików.
Należy posiadać wąż o przekroju wewnętrznym 125mm, innymi słowy sporym, ale wyłącznie taki przekrój zapewnia wykorzystanie takiej przepustowości. Jak użyjemy mniejszą średnicę to będzie dławić i efektywność znacznie spadnie. Pompa ma przykręcany króciec z uszczelką i śrubami kwasoodpornymi.
Przewód czterożyłowy nieoprawiony, linki o średnicy 1,5mm. Korpus odlany jest z żeliwa i pompa jest ogromnie ciężka, ale żeliwo nie koroduje, skutkiem tego będzie trwała. Waga to około 52 kilogramy w opakowaniu a sama pompa z króćcem bodaj około 48 kg.
Pompa budowlana WQ 1500
Pompa wyposażona w żeliwny wirnik typu Vortex oraz silnik o mocy 1500W, dzięki któremu osiąga wysokie parametry. Posiada wyłącznik pływakowy sterujący pracą pompy. Silnik wyposażony w zabezpieczenie termiczne montowane w uzwojeniu.
Pompa WQ 1500 PRO skierowana jest przede wszystkim do odbiorców z branży budowlanej, gdzie niezbędna jest najwyższa jakość oraz wysokie parametry, może być również wykorzystywana w przemyśle.
WIRNIK ROZDRABNIAJĄCY TYPU VORTEX
Pompa jest wyposażona w rozdrabniacz łopatkowy pełniący rolę wirnika. Dzięki temu pompa łatwiej wypiera zanieczyszczenia z cieczy. Łopatki wirnika wyłapują i rozbijają i przepompowują zanieczyszczenia. W ten sposób zbyt duże zanieczyszczenia nie zostaną przepuszczone i nie zatkają pompy
pompowanie wód deszczowych i powierzchniowych ze stawów, jezior, rzek, zasilanie oczek wodnych,
pompowanie fekaliów z szamb przydomowych
oczyszczalnie ścieków,
odwodnienia zalanych gospodarstw domowych, rolnych, lokali i garaży.
Dane:
Moc silnika: 1500 W, Zasilanie: 230V~ /50Hz, Pobór prądu: 7,8 A, Max. podnoszenie: 12 m, Max. wydajność: 700l/min, 42m3/h, Przelot przez wirnik: 30mm, Króciec tłoczny: 3″, Wysokość pompy: 50 cm, Średnica pompy: 32 cm, Waga: 27 kg
Obecnie co nieco o metodzie klejenia, łączenia sztucznych, za pomocą spoiw do plastików i opalarek na gorące powietrze. Jeśli chodzi o rodzaje zespalania tworzyw sztucznych to można je podzielić na te, które dają się klejąc i na te, które nie dają sie skleić.
Ja zajmę się tą drugą grupą. Zahaczę jeno, że do tworzyw, które można bez trudu skleić należą PVC, ABS. Jeżeli nie mamy pewności czy dane tworzywo można scalić to starczy na ściereczkę nalać acetonu i łagodnie potrzeć w miejscu niewidocznym. Jeżeli tworzywo zostanie rozpuszczone to można je kleić. Formuła kleić wykorzystuję tutaj do trwałego spojenia. Są, bowiem kleje topliwe wyciskane z pistoletu do kleju na gorąco, zespolą one praktycznie wszelkie materiały. Ale w przypadku tworzyw takie spojenie nie będzie się charakteryzować dużymi parametrami wytrzymałościowymi. Można używać kleju topliwego na ciepło, w drobnych naprawach, przyklejaniu listew, zabawek, tworzeniu ikeban, w elektronice do łączenia kabli do obudowy, czy innych niewymagających od spoiny znacznych parametrów wytrzymałościowych.
Kleje
Wtrącę jeszcze o klejach rozpuszczalnikowych, dwuskładnikowych, cyjanoakrylowych i innych nowoczesnych. Te kleje zależnie od przygotowanej powierzchni również nie łączą na stałe tworzyw nie klejalnych, typu PP, PE. Ale jest to kwestia do odrębnego omówienia.
Techniki spawnania
Zajmijmy się, tedy spajaniem tworzyw techniką spawania z użyciem nagrzewnic, opalarek do plastiku, i spoiw do plastików. Tą metodą można łączyć wszelkie tworzywa termoplastyczne, tzn. takie, które pod wpływem temperatury topią się i krzepną po schłodzeniu. Do takich tworzyw należą polipropylen PP, polietylen PE, polichlorek winylu PVC, akrylobutylostyren ABS, rzadziej polistyren PS, i poliamid PA. Tworzywa te są nader powszechnie używane w naszym otoczeniu. Wiele elementów w maszynach do obróbki metalu, samochodach, elektronarzędziach i innych sprzętach jest wytworzona z tych materiałów.
Częstokroć się zdarza, że ulegają one zniszczeniu. Jeśli wymiana nie kosztuje dużo to lepiej się nie zastanawiać i zakupić nową część. Jeżeli natomiast część jest droga lub trudnodostępna, można wykorzystać spawanie. Spoiwo takie charakteryzuje się wysoką, jakością i estetyką. Można je później obrabiać, szlifować. Dzieje się tak, dlatego, że podczas spawania zachodzi między elementami łączonymi i spoiwem dyfuzja cząsteczek, a po wystudzeniu trwałe łącze. Warunkiem trwałej dyfuzji jest odpowiednia temperatura a spoiwo musi być z tego samego polimeru. Technologia ta polega na równoczesnym podgrzaniu elementów łączonych i spoiwa, dobór temperatury jest podporządkowany do rodzaju tworzywa:
Temperatury
PP około 250oC PEHD około 300oC ABS około 350oC
Aby mieć pełną kontrolę nad temperaturą poleca się używanie opalarki lub inaczej nagrzewnicy gorącego powietrza z dostrajana temperaturą a najodpowiedniej z wyświetlaczem np. opalarki Steinem HL lub HG, nagrzewnica Bosch GHG. Powinno się nadmienić, że przegrzanie spoiny lub materiałów łączonych może wywoływać płynięcie spoiny w czasie łączenia i wadę wytrzymałości.
Ważne jest też, aby wszystkie elementy były jednakowo uplastycznione. W takim razie trzeba używać spoiwa o porównywalnej grubości, co materiał łączony lub dobrać szybkość nagrzewania do szybkości uplastyczniania sie elementów. Kolejną istotna rzeczą jest odpowiednie dociśnięcie spoiny, można to osiągnąć używając odpowiednie dysze do opalarek z języczkiem, którymi dociskamy spoinę.
I na koniec niektóre przykłady zastosowania tworzyw, jeżeli nie mamy pewności powinno się zrobić próbę na niezauważalnej części elementów łączonych.
Witam I raz jeszcze moja wkrętarka i dopiero co zakupiony komplet otwornic do metalu i drewna umilił mi życie, i mam wymówkę żeby w przyszłości nabyć coś do warsztatu. Ale od początku.
Każdy z nas ceni sobie wyjść na rześkie powietrze, nie znam człowieka, który by lubił żyć w cuchnącym pomieszczeniu, pełnym pleśni i smrodu. Na razie w sezonie zimowym, znaczna część krajowych mieszkań zaczyna takie pomieszczenia przypominać. Sami tego nie wyczuwamy, bo człek przyzwyczaja się do własnych zapachów, ale ktoś z boku od razu wyczuje nieświeże powietrze. Dzieje się tak, od czasu gdy w Polsce rozpoczęto zamieniać stare nieszczelne okna drewniane, na ekstra hermetyczne okna plastykowe. I tu taka mała uwaga, nasze stare bloki lub mieszkania nie były budowane z skutecznie działającym rozkładem wentylacji, dlatego że nieszczelne okna nam to zapewniały.
I mamy stare pomieszczenia, schronienia z nowymi oknami i na dodatek ściany budynków oklejone styropianem. Zechciej zrobić taki eksperyment, dwa jabłka jedno położyć na parapecie, a drugie owinąć w worek foliowy i również położyć na parapecie. Po tygodniu zauważycie, co dzieje się z jabłkiem bez wentylacji. Analogicznie jest w naszych domach. I zaczyna się pojawiać na ścianach pleśń, a jeszcze jak się, wygipsuje ściany to już zupełnie. Więc gnają panie i panowie i kupują w sklepach chemicznych środki na pleść, na ogół na bazie podchlorynu sodu, i nie dość, że trują nas pleśnie to jeszcze chlorem trujemy się sami. A problem nie leży w tym. Co gorsza są ludzie, którzy aby zaoszczędzić na energii cieplnej zaklejają pozostałe otwory wentylacyjne, żeby ciepło nie uchodziło, zgroza. Nie tędy droga.
Ciało człowieka potrzebuje czystego powietrza (czasami wentylacja się nie sprawdza, w szczególności jak sąsiad pali śmieciami, ale to tak na marginesie) do poprawnego funkcjonowania, powietrza pozbawionego zanieczyszczeń, obfitego w tlen. Wentylacja polega na dostarczeniu powietrza do pomieszczenia i usunięcia zużytego powietrza. W takim razie nie można poprzestać na nawietrzakach, lub jedynie kratce wentylacyjnej. O ile mamy taką kratkę. Jeżeli jest WYJŚCIE to konieczne jest też WEJŚCIE. W starych budynkach, jeżeli jest jedynie kratka w ubikacji i kuchni to powinno się w każdym oknie zainstalować nawietrzaki i w drzwiach pomiędzy pokojami, nawiercić otwory, aby powietrze mogło się swobodnie przemieszczać.
Ja zrobiłem tak w wszystkich drzwiach i oknach i problem znikł. Wystarczy wkrętarką akumulatorową za pomocą otwornicy do drewna i metalu zrobić otwory i zamaskować je rozetami z tworzywa, są takie otwornice w kompletach albo na sztuki. Wybrać trzeba średnicę otwornicy nieco większą od rozetek. Wygląda to estetycznie i jest funkcjonalne. Jest trochę zimniej, ale wystarczy się troszkę cieplej ubrać i delektować świerzym powietrzem i nie zapominać o spacerach i wietrzeniu przed spaniem.
Witam Tak sobie oglądałem te nowe szlifierki Boscha i modyfikacyj w sumie nie jest dużo. To, co rzuca się w oczy to oryginalne rozwiązanie guzika do klinowania tarczy, dotychczas produkowali takie okrągłe z trochę odstającą jedną połówką. Aktualnie są płaskie i gładko się chowają. W sumie to nigdy nie mieliśmy reklamacji na awarię takiego guzika. Ale może Bosch miał i z tego powodu przerobili.
Nowe szlifierki kątowe zamienią typy klasy od 800 watów do 1400 watów. Dowolny z dziewięciu typów ma 100 W mocy więcej niż adekwatny poprzednik i jest zaopatrzony w szczotki węglowe gwarantujące o 25% dłuższą żywotność w porównaniu do konkurencyjnych modeli. Wysokie tempo pracy i spora żywotność między narzędzi tej klasy zostały uznane w niezależnych badaniach przeprowadzonych przez znaną niemiecką instytucję SLG Prüf- und Zertifizierungs GmbH. Na domiar tego, duży guzik blokady wrzeciona i beznarzędziowa zniana osłony tarczy zapewniają bardziej komfortową obsługę. Nowe rozwiązania techniczne wykorzystane w szlifierkach kątowych przekładają się na bezpośrednie korzyści dla użytkowników: dłuższa żywotność szczotek węglowych obniża częstość i wydatki operacji serwisowych, natomiast różnorodny plik zabezpieczeń daje odbiorcom pewność, że sprzęt spełnia coraz wyższe wymagania w aspekcie bezpieczeństwa i higieny pracy.
Stosowanie oryginalnego sprawdzonego osprzętu Bosch pozwala osiągnąć najlepsze rezultaty podczas użytkowania elektronarzędzi w pracy: cięcia kątowników i profili stalowych, rur i prętów, blach i płyt metalowych, usuwania kanałów wlewowych z odlewów z metali kolorowych, szlifowania spawów oraz nierówności z krawędzi i kształtek. Polerowania i satynowania powierzchni wykonanych z stali nierdzewnej i kwasoodpornej ( do tego służy specjalnie zaprojektowana szlifierka Bosch GWS INOX 125 ).Oczyszczania z rdzy i innych zabrudzeń.
Na dodatek, szlifierkami kątowymi Bosch można także przecinać beton i inne materiały ceramiczne, ale stosować trzeba tarcze diamentowe, można również szlifować beton ( specjalne tarcze do szlifowania betonu). Jeśli wykorzystamy przystawkę na rzep plus papiery ścierne to będzie można usuwać starą farbę z nawierzchni drewnianych.
Nie cierpię takich sytuacji, wyobraźcie sobie jedziecie z całą rodziną do domu, do przebycia jeszcze 135 km i wtem przestaje działać grzanie w samochodzie, a na zewnątrz mróz -7 stopnie.
Małolaty marzną żona narzeka ja cały zestresowany. Dobrze, że należący do mnie Land Cruiser HDJ 80 ma 2 nagrzewnice i wysiadła ta przednia a tylnia działała, więc jakoś dotarliśmy. Na drugi dzień żona kicha i dzieciaki również zaczęło brać. Wobec tego sunę do mechanika i rozbieramy cały kokpit praca na kilka godzin, przy okazji parę zaczepów plastikowych się popsuło (na pewno same się popsuły). No, ale w porządku nagrzewnica wygrzebana a w środku tyle brązowo-rudej mazi gnoju, że zgroza. Przemywałem to cały dzień, wlewałem kwas solny i sodę, udało się wyczyścić do tego rzecz jasna kilkukrotne czyszczenie całego układu chłodzenia. Ile tam było syfu takiej rdzawo-brunatnej mazi, podejrzewam, że wcześniejszy właściciel pragnął uszczelnić chłodnicę i dodał największe przekleństwo z dodatków do samochodu, jakie człek mógł wymyślić.
uszczelniacz do chłodnic, ten gnój oblepił ścianki wewnątrz układu chłodzenia i stąd mój kłopot.
Niemniej jednak to nie koniec. Okazało się, że nagrzewnica ma nieszczelne oba króćce, wlotowy i wylotowy, myślę, że dlatego ktoś wlał to świństwo. Jak przemyłem nagrzewnice to dało się zobaczyć te rysy na rurkach mosiężnych. A jeszcze dodam, że poprzednio w samochodzie cały czas było czuć woń płynu chłodniczego, ale nie wiedziałem, co może być przyczyną w tej chwili już wiem.
No i obecnie kłopot, co robić? Nowa nagrzewnica wartość kosmiczna jak większość oryginalnych części do Land Cruisera ( mój rocznik 1994 HDJ 80), na allegro szukałem, ale nie znalazłem zresztą nawet to, jaką miał bym gwarancję, że wsio z nią było by ok. No i tu zdecydowałem wziąć sprawę w swoje ręce, ponieważ moim hobby jest odlewnictwo rekonstrukcyjne min. sprzączek do pasów średniowiecznych, i jedną z technik w całej tej zabawie jest lutowanie twarde, więc. Oczyściłem obydwa króćce kwasem lutowniczym, zmatowiłem włókniną szlifierską, odpaliłem mój super palnik perun, lut srebrny w rękę i cheja.
Na polutowanie zużyłem prawie całą laskę lutu srebrnego różowego. Lutowałem lutem 25 procent srebra, potrzebuje on nieco większej temperatury, ale jest dozwolone nim zalewać szersze szczeliny niż lutami o wyższej zawartości srebra tymi niebieskimi żółtymi i zielonymi. Tam jest srebra 30 45 procent czyli bardzo dużo.
Lut srebrny żółty robi robotę.
Efekt był niezwykły, oprócz tego, że zalałem szczeliny to wzmocniłem jeszcze zagięte krućce na zgięciu, mechanik jak zobaczył nagrzewnicę to wyraźnie widziałem, że był lekko zszokowany, na początku mi odwodził lutowanie, jako bardzo niepewne. Ale ja wiem, że taki lut srebrny jest niesłychanie trwały, wytrzymały na korozje i tak dalej.
Po zmatowieniu wszystkiego do kupy jeszcze raz parę godzin, zalaliśmy chłodnicę zwykłą wodą (na szczęście była odwilż ) i pojeździłem z ta wodą może godzinę. Potem wylałem ją i tak kilka razy. Na koniec zalałem płynem chłodniczym.
Jakie to boskie odczucie siedzieć w samochodzie z sprawnym ogrzewaniem.
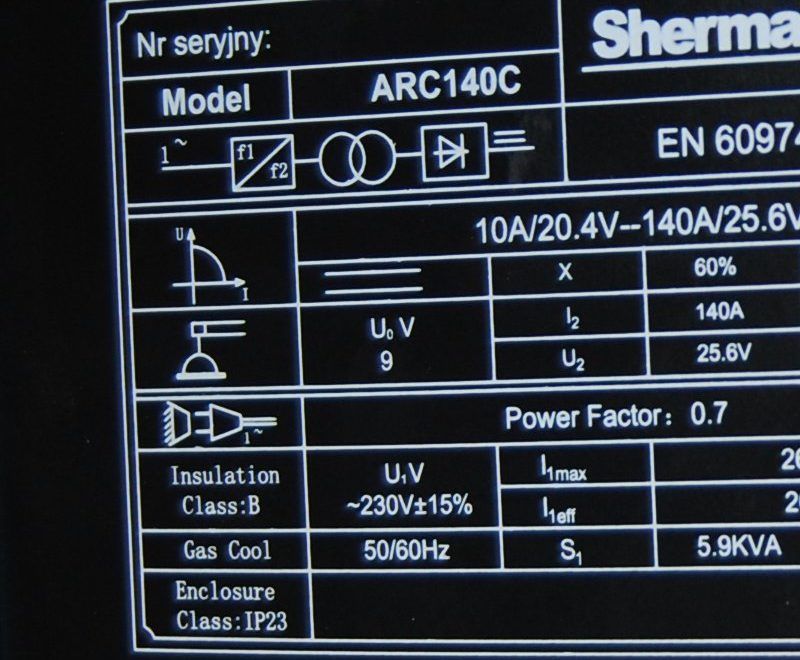
Często spotykamy się z stopniami ochrony IP, postaram się zaprezentować co one oznaczają. IP to inaczej kategoria ochrony urządzenia (obudowy) przed penetracją czynników niebezpiecznych: pyły- pierwsza liczba, woda-druga liczba.
Co znaczą pojedyncze stopnie obrazuje tabela:
Pierwszy znak (IPx0): zabezpieczenie przed obcymi ciałami stałymi
0 brak ochrony 1 ciała obce o wielkości ponad 50 mm 2 ciała obce o wymiarze ponad 12,5 mm 3 ciała obce o wielkości ponad 2,5 mm 4 ciała obce o wielkości ponad 1 mm 5 ochrona przed kurzem 6 całkowita ochrona przed pyłem
Drugi znak (IP0x): zabezpieczenie przed przedostaniem się wody
0 brak ochrony 1 krople wody spadające pionowo 2 krople wody spadające na obudowę pod kątem 15° 3 krople wody lecące na obudowę pod kątem 60° 4 krople wody spadające pod dowolnym kątem, np. wiatr z deszczem 5 krople wody lecące z dowolnego kierunku 6 silne strumienie wody z dowolnego kierunku 7 niecałkowite zanurzenie 15cm-1metr w czasie 30 min 8 ciągłe zanurzenie bez limitu czasu na głębokości poniżej 1metr 9 struga wody o ciśnieniu 80-100 bar i temperaturze do 80 stopni Celcjusza
Właściwie tak wygląda sprawa z klasą IP. Ten stopień protekcji jest wyszczególniany na wszystkich elektronarzędziach Makita, maszynkach elektrycznych do cięcia glazury Rubi, spawarkach IDEAL
Powyżej spawarka Tecno Mig 202
Przedłużaczach elektrycznych i innych. Należałoby na to zwrócić uwagę gdy np. będziemy chcieli wykorzystywać coś na zewnątrz czy czyścić maszynę wodą.
Graba Dzisiaj cokolwiek o takiej banalnej rzeczy jak zawieszenie półki – tak to wolno chyba nazwać w kabinie prysznicowej. Lepsza połowa uradziła zastąpić starą zardzewiałą na nowiutką niby nierdzewną, ale coś mi się wydaje, że za taką małą cenę to jest widać wyrób nierdzewno podobny, czas pokaże
. Nieważne w ogóle przygotowałem się jak zawsze profesjonalnie do takiej operacji, czyli gąsior piwa raciborskiego, wykrywacz przewodów, wkrętarka i wiertło do wiercenia bez udaru. Naznaczyłem poziomicą pion, kabli pod płytkami nie było i zaczynam wiercić, a tu niespodzianka. Wiertełko ślizga się jak ja ostatnio na lodowisku. Przypomniałem sobie, że popielate płytki na ścianie były chyba gresowe, jak bym wiercił 50 cm wyżej to tam są zwykłe szkliwione. No i co teraz? Udaru nie włączę, bo płytki popękają, a i tak nie wiadomo czy by się udało przecież taki gres to strasznie twardy. Wskutek tego powiedziałem sobie, że już nigdy nie dam się przekonać na gres w łazience.
To jest bez sensu, mrozoodporne płytki na ścianę, i jeszcze o twardości takiej, że jak bym je dał na posadzkę to się nie zetrą przez 1000 lat. Tylko szkliwione do wnętrz, no chyba, że kwestia koloru.. No dobra, ale temat pozostaje, jedyne wyjście to wiertła diamentowe. Są dwa modele: takie z nasypem diamentowym np.: wiertła diamentowe do gresu Graphite, lub dużo droższe z segmentem diamentowym dopasowane do adaptera, który podaje wodę, np.: wiertła do gresu Rubi. Woda w Rubi jest podawana pod ciśnieniem wężykiem i przez środek wiertła, ochładza i wypłukuje urobek. Pierwsze Graphite z nasypem wiercą w gresie z grubsza 10 – 11 otworów, a te Rubi to setki. Mnie potrzeba wywiercić tylko 4 no i może jeszcze później kilka. Więc wziąłem Graphite 8mm. Takie wiertło winno pracować na mokro i z prędkością nie większą niż 200-400 obrotów na minutę.
Więc do wiercenia jedno wkrętarka akumulatorowa. Jak się wierci w podłodze to nie trudność, bo wystarczy z plasteliny ulepić taki wał i wlać tam niewiele wody, gorzej jak to jest ściana, wtedy albo adapter do otwornic, albo wężykiem z kranu polewać, trochę się nabrudzi. Działanie trwała dość długo, bo taki otwór to się robi z kilka minut, ja się nie spieszyłem, grunt, że wyszło. I jeszcze trochę o technice, zaczynamy wiercić pod kątem – wcinamy się pierw jedną stroną a dalej zagłębiamy wiertło w całości pod kątem 90 stopni. I gotowe, półka utwierdzona, kabina uprzątnięta, piwo wypite, można zażywać ablucji.
Witam Najważniejszym elektronarzędziem w zakładzie jest ręczna wiertarka. Przygotowując się do zakupu winnyśmy odpowiedzieć sobie na pytanie, do czego będziemy to narzędzie używać i jak często. Istotnym kryterium jest także cena. W większości wypadków utarło się, że wiertarki ręczne dzieli sie na profesjonalne i hobbystyczne, jest to dobry podział, ale nie do końca celny. No, bo co to oznacza profesjonalne, czy takie, na których jest zapisane Professional, albo inne angielskie wspaniale dźwięczące słowo? Ja sugeruję państwu podział na markowe ( Bosch, Makita ), chińskie dobrej jakości i chińskie standardowej jakości. Mało który handlarz jest taki szczery jak ja, ale nie o to chodzi, bo czy np. chińska wiertarka zrobiona w fabryce Boscha to jest chińska czy może nie?. Chińczycy współcześnie zaskakują świat jakością, bo proszę pamiętać, że jakość to technologia i cena, a nie kraj pochodzenia.
Przed zakupem odpowiadamy sobie na zapytanie, do czego będziemy wykorzystywać wiertarkę?
Roboty amatorskie to takie gdzie nie mamy ściśle określonego celu, przeznaczenia dla wiertarki. Od czasu do czasu trochę otworów w ścianie, może kilka w metalu i drewnie, a później leży miesiąc i czeka na swój czas. Albo jest praca, jakiś mały remoncik i odkładamy ją na pół roku, to jest przeznaczenie amatorskie. Liczba roboczogodzin takiej maszyny jest mała i w związku z tym, jakość i żywotność jest najniższa.
Hobbysta to gość, który tak jak kobieta ubustwia malować się, on lubi coś działać w wolnych chwilach, czasami dużo czasami mało, ale regularnie.
Profesjonalista niesłychanie intensywnie eksploatuje narzędzie, taki zarzynacz sprzętu, chce żeby narzędzie było wieczne, żeby nie trzeba było nic przy nim robić ( prace konserwacyjne i serwisowe) a najodpowiedniej jak by samo pracowało 24 godziny na dobę.
Tego rodzaju zwykły podział sam pokazuje, jakie parametry wytrzymałościowe i jakościowe mogą mieć wiertarki. Jak bardzo to zależy od użycia. Nie znaczy to jednak, że majsterkowicz czy hobbysta zrobi niestosownie jak kupi sobie urządzenie z wyższej półki. Wręcz przeciwnie, profesjonalne wiertarki są bardziej niezawodne, mają lepsze parametry pracy. Ale z przykrością muszę stwierdzić dodatkowo wysoką cenę i ten fakt nas limituje, ale taka zasada: jak mamy kasę to nie oszczędzać im lepsze urządzenie tym bardziej pewna praca.
Teraz trochę o parametrach wiertarek. MOC, ale panowie lubią to coś, pierwsze pytanie to ile ma mocy? A jak np. do takiej wiertarki 500 W podłączymy 5 żarówek 100W to już mamy 1000W mocy. Jest to cecha bardzo istotny jednak pamiętajmy, że niedrogi sprzęt notorycznie ma podane parametry z kosmosu i niekoniecznie musimy na takich opisach polegać. Firmy Bosch i Makita nie fabrykują takich rzeczy tam moc odzwierciedla to, co może taka wiertarka. Moc wiertarki jest kluczowa przy wierceniu otworów o pokaźnych średnicach w drewnie, metalu czy betonie. Wiertarki dla majsterkowiczów zaczynają się od 500W i kończą na 750W. Natomiast profesjonalne zaczynają od 300W i kończą na 1050W ( Makita HP2050 ). Małe moce to dodatkowo mała masa wiertarki, jeżeli potrzeba robić otwory o średnicy 2 mm w tysiącach dziennie to waga narzędzia ma okazałe znaczenie.
Z mocą łączy się przekładnia biegów. Jeśli wiertarka ma 2 biegi to na pierwszym ma niskie obroty, ale sporą moc, można ją wobec tego stosować do wiercenia znacznych otworów, mieszania kleju, itd. Wiertarki dla amatorów najczęściej nie mają przekładni 2 biegowej, bo jest to zbędne, podnosi koszty narzędzia.
Moc determinuje również maksymalne średnice wiercenia. Wymieniane są oddzielnie dla metalu, drewna i betonu. Nie powinno się się jednak do końca sugerować tym, co jest zapisane. Bo nawet najlepsza wiertarka, jeżeli ma podane maksymalne 13mm wiercenie w metalu i będziemy wiercić tylko 13ką to szybko wykończymy taki sprzęt. Norma jest taka: maksymalne średnice zaledwie sporadycznie, zawsze najprawidłowiej utrzymać margines bezpieczeństwa i wiercić niżej dopuszczalnych.
Udar, to inaczej ruch posuwisto-zwrotny wiertła, używany do wiercenia przepustów w betonie, cegle i kamieniu. Materiały mineralne nie da się skrawać, da się tylko kuć i taką funkcję wykonuje wiertło do kamienia, jest zaostrzone jak grot, kuje i usuwa urobek. Pamiętaj amatorze, nie włąnczaj udaru do drewna i metalu!!. Pamiętam jak swego czasu sprzedałem dobre wiertło do metalu Baildon 12mm i po jakimś czasie facet przychodzi i ukazuje zupełnie zaokrąglone wiertło i mówi, że to jakaś Chińszczyzna i nawet z udarem w metalu nie wierci!!!! Nie da rady udar tylko do materiałów mineralnych. Udar może być mechaniczny i pneumatyczny. Ten pierwszy bazuje na zastosowaniu dwóch zębatek, które przy dociśnięciu wiertła poczynają zazębiać sie i wiertło podskakuje, taki udar jest słabszy i zależy od naszego docisku. Można nim wykonać otwory rzadko nie seryjnie, z tej przyczyny stosowany jest w wiertarkach amatorskich, aczkolwiek profesjonalne wiertarki Makita HP także go mają. Kolejny udar to pneumatyczny ( młotki Bosch GBH, Makita HR ), tutaj w wiertło SDS plus lub MAX naparza kowadełko wprawiane w ruch przez poduszkę powietrzną. To tak w skrócie.
Takim udarem robi sie rewelacyjnie, nie jest wskazane nadmiernie mocne dociskanie, bo możemy zdusić udar. Wiertarki z udarem pneumatycznym stosuje się tylko do wiercenia w materiałach mineralnych, nie nadają się do metalu i drewna (tylko sporadycznie). A i jeszcze młotowiertarki maja opcję wyłączenia obrotów i pracy tylko na udarze, stosowaną do lekkiego podkuwania SDS Plu lub wyburzania ścian – SDS MAX!
Dalej wypada wtrącić o regulacji obrotów i zmianie kierunku obrotów. Jest to aktualnie standard, spotykany w wszelkich wiertarkach amatorskich i znacznej mierze w profesjonalnych. Regulację obrotów uzyskuje się podając mniejszy prąd, i tutaj UWAGA! wielce istotna sprawa: im mniejsze obroty tym mniejsza moc, proszę nie myśleć, że jak damy 400 Obr/min w wiertarce 500W to będziemy mogli sobie wkręcać śruby, nic podobnego. W takim przypadku możemy mieć 100W i znaczne prądy na wirniku, jeżeli taka wiertarka będzie długo tak pracować to spalimy wirnik!! Druga sprawa to zmiana obrotów, tutaj są dwa sposoby, elektroniczny – standard i na szczotko trzymaczach – profesjonalne. Jeżeli zmienimy na szotko trzymaczach to zazwyczaj mamy 100% mocy, z kolei elektronicznie znacznie mniej na lewych obrotach.
Teraz uchwyt wiertarski: Kluczykowy, wiadomo najmniej zawodny i uniwersalny do stali i betonu. Samozaciskowy, w głównej mierze do stali i drewna, a w profesjonalnych modelach także do betonu, tylko należy pamiętać, że jak wiercimy w stropie i urobek leci nam na głowę to dodatkowo cząstka wpada do uchwytu i czasami oznacza jego koniec. Można wtenczas zastosować gumowe kielichy do wiercenia w sufitach.
Nie będę się rozpisywał o blokadzie obrotów i ustawianiu maksymalnych obrotów, bo to teraz standard. Markowe wiertarki Bosch i Makita mają coraz częściej zabezpieczenia elektroniczne i mechaniczne przed przeciążeniem, co prawda płaci się za to więcej, ale niekiedy warto. Polega ono na pomiarze prądu lub temp. wirnika i jeśli parametry są przewyższone to następuje odłączenie zasilania.
Niesłychanie istotną sprawą niezwiązaną wprost z elektronarzędziem jest gwarancja. Dla amatora i profesjonalisty to kluczowa sprawa, warto popytać. My mamy elektronarzędzia firm, które nie boją sie odpowiedzialności i dbają o dobrą, jakość serwisu, ma na myśli Boscha i Makitę, choć DWT nie jest gorsze. To na razie tyle, jak znajdę czas napiszę trochę o osprzęcie, do wiertarki bez niego są bezużyteczne.
Czołem Dzisiaj nieco o diamentach, to będzie taki przedmowa do opisu narzędzi diamentowych, głownie tarcz diamentowych i wierteł, ale o tym później. Diament jest najtwardszym ze znanych minerałów, również przepięknym i fascynującym, węgiel w postaci krystalicznej, bo tym jest w rzeczywistości, który od dawna absorbuje dusze i umysły wszystkich ludzi. Charakteryzuje się niesłychanie małym współczynnikiem tarcia, ma minimalny współczynnik rozszerzalności termicznej, jest chemicznie obojętny i odporny na ścieranie, jest izolatorem elektrycznym i równocześnie nader dobrym przewodnikiem ciepła. Jest przejrzysty w widmie ultrafioletowym i podczerwonym.
Ze względu na tak unikalne cechy znajduje zastosowanie, włączając ewidentnie zastosowanie jubilerskie, jako zapobiegawcza powłoka diamentowa nanoszona na implanty stawów, w których zużywanie się ścierne ma fundamentalne znaczenie, czy zastawki serca człowieka, do szlifowania i docierania węglików spiekanych, drążenia skał, przeciągania drutów i prętów, obciągania ściernic ceramicznych, jako wgłębniki do pomiaru twardości i do pomiaru gładkości powierzchni, cięcia płyt wykonanych z szkła i ceramiki, obróbki ściernej szkła optycznego i zdobniczego, obróbki stopów nieżelaznych i ich stopów, obróbki tworzyw sztucznych, półprzewodników, materiałów ceramicznych, szlifowania brylantów i kamieni półszlachetnych, w narzędziach stomatologicznych i chirurgicznych. Bardzo uniwersalnie, materiał ścierny w formie diamentu używa się do produkcji proszków, zawiesin, ściernic ze spoiwem żywicznym, metalowym, ceramicznym, ale także do tworzenia preparatów mikroskopowych.
Nas w największym stopniu interesuje wykorzystanie umożliwiające bardzo precyzyjną obróbkę wszelkich znanych naturalnych i sztucznych materiałów. Diament w naturze powstał w ekstremalnych warunkach, na znacznych głębokościach pod powierzchnią ziemi w wyniku gigantycznego ciśnienia dochodzącego nawet do 70-80 ton na centymetr kwadratowy w temperaturze 1100 – 1300 stopni Celsjusza. Na nieszczęście, takie okoliczności powstawania diamentu wpływają zarówno rzadkość jego występowania jak i jego wysoką cenę. W związku z tym jedynie sztuczna synteza diamentu mogła dać produkt, który można by użyć w sposób przemysłowy.
Pierwsze badania związane z syntezą diamentu nabrały rozpędu po tym jak niejaki Smithson Tennat odkrył, że diament jest postacią krystaliczną węgla pierwiastkowego, a stało się to w 1766. Później starano się w laboratoriach stworzyć podobne warunki, co w naturze. Pierwsze patenty należą do GE, którego naukowcy w 1955 roku wyprodukowali pierwszą serię syntetycznych diamentów. Synteza bazowała na zmianie grafitu w diament (zmiana dotyczyła struktury geometrycznej) przy zastosowaniu ogromnych temperatur i ciśnień w obecności katalizatorów. W latach 80 tych wdrożono inną metodę CVD, polega ona na niskociśnieniowym wytwarzaniu diamentu syntetycznego z fazy gazowej. Technika ta umożliwia nakładanie diamentu na duże powierzchnie. Diament taki posiada znaczną jednorodność struktury krystalograficznej i czystość chemiczną.
Współcześnie, co roku wytwarza się tony tego minerału, który niczym nie ustępuje prawdziwemu (oprócz ceny), a poza tym w warunkach nadzorowanych, jest możliwość produkowania ziaren o jednakowych parametrach, wielkości i struktury. Powszechność użycia go w technice wpłynęła znacząco na spadek jego ceny, a także ceny narzędzi z segmentami diamentowymi: tarcze diamentowe, wiertła diamentowe, ściernice diamentowe, i inne. Przy produkcji narzędzi istotna jest klasa diamentu, im większe i bardziej regularne (zbliżone do naturalnego kryształu) ziarno diamentu, tym większe jego zdolności ścierająco-tnące. W zależności od zakresu zastosowania i rozmiaru narzędzia ustalono podział na ziarna w jednostkach mesh, który jest ilością oczek przypadającą na 1 cal. I tak: bardzo ogólna 8-12 mesh, ogólna 14-24 mesh, średnia 30-60 mesh, dokładna 70-120 mesh, bardzo dokładna 150-240 mesh, super dokładna 280-600 mesh.
W technice budowlanej (beton, grani, marmur, gres, terakota i asfalt) używa się przede wszystkim ziarna syntetyczne o wielkości 20 – 60 mesh. Wielkość tych ziaren uzależniona jest od rodzaju opracowywanego materiału. Do materiału gruboziarnistego wykorzystuje się grubsze ziarno, do drobnoziarnistego drobne. Mniejsze kryształy diamentowe znacznie poprawiają, jakość cięcia, jego gładkość. Forma ziarna zależna jest dodatkowo od przybranej formy krystalicznej. Im bardziej doskonała, tym większa wytrzymałość udarowa kryształu.
Opisywane w artykule Wiertła do gresu narzędzia to diamenty średniej wielkości.